
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Компоновка РТК для сборки подшипниковой опоры
На рис. 12.7, а показана компоновка РТК для сборки подшипниковой опоры. Собираемый узел состоит из корпуса, крышки, двух резиновых манжет, подшипника, картонной прокладки и трех болтов с шайбами. Корпус и крышку ПР 2 забирает с конвейера 4 и подает их на рабочие сборочные позиции J, обеспечивающие их установку и фиксацию. Процесс взятия ПР деталей (кроме болтов с шайбами) из питателей 1 однотипный: соответствующий сборочный инструмент захватывает верхнюю деталь из стопы, для чего все захватные устройства и инструмент оснащены пневматическими струйными датчиками. Датчики установлены таким образом, чтобы при подходе к верхней детали формировался сигнал на прекращение движения и захват детали.
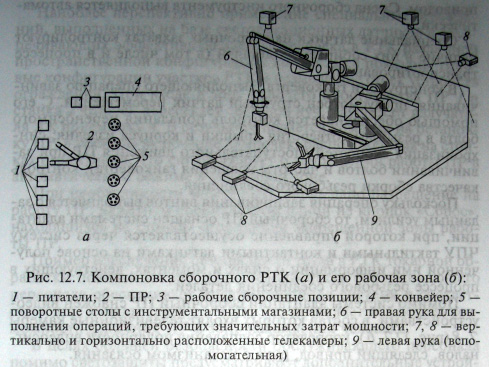
Установка сменного сборочного инструмента на руке (6 или 9) ПР (рис. 12.7, б) и передача его на хранение в требуемые ячейки поворотного стола 5 осуществляются автоматически с помощью управления от системы ЧПУ. Система ЧПУ РТК обеспечивает возможность работы со значительным числом вспомогательных механизмов (пятипозиционные столы 5 с инструментальными магазинами, конвейер 4, устройства поштучной выдачи заготовок).
Рабочая зона ПР имеет достаточные размеры, чтобы разместить все вспомогательные устройства, приспособления и оснастку, необходимые для реализации технологического процесса сборки; инструментальные магазины и захватные устройства; подающие устройства; накопители собираемых деталей; средства контроля качества сборки. В зоне рабочего пространства ПР предусматриваются также средства обеспечения безопасности работы персонала, обслуживающего РТК.
Технологический процесс сборки включает в себя две группы операций: загрузочно-установочные (установка корпуса и крышки в соответствующие сборочные приспособления, загрузка выходного магазина-накопителя собранными узлами) и сборочные (запрессовка резиновых манжет в корпус и крышку, запрессовка подшипника в корпус, установка картонной прокладки на корпус, установка крышки на корпус, установка и завинчивание трех болтов с шайбами). В состав набора сборочных инструментов входят широкодиапазонный пневматический захват для установки корпуса и крышки; запрессовщик резиновых манжет; запрессовщик подшипников качения в сборе; пневматический вакуумный захват для подачи картонных прокладок; гайковерт с пневматическим приводом. Смена сборочного инструмента выполняется автоматически.
Специальные датчики на сборочных захватах контролируют наличие в них собираемых деталей (в том числе и в процессе транспортирования). В конструкции гайковерта, выполняющего операцию завинчивания, предусмотрен струйный датчик перемещений. С его помощью обеспечивается контроль попадания переносимого болта в резьбовые отверстия крышки и корпуса изделия; синхронизация скоростей (поступательного движения ПР при завинчивании болтов и частоты вращения гайковерта); контроль качества сборки резьбового соединения.
Поскольку операция завинчивания винтов выполняется с заданным усилием, то сборочный ПР оснащен системами адаптации, при которой управление осуществляется через систему ЧПУ тактильными и контактными датчиками на основе полученной ими информации о силах и моментах, действующих в процессе резьбового соединения деталей. Помимо системы адаптации сборочный ПР снабжен видеоустройствами, в состав которых входят телевизионные камеры 7, 8 (рис. 12.7, б), коррелятор совпадения полярности видеосигналов, следящий привод, рука с механизмом осязания.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
