
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Компоновка
По компоновке МС делятся на горизонтальные и вертикальные в зависимости от расположения оси шпинделя. На рис. 10.2, а—г показаны горизонтальные МС для обработки заготовок корпусных деталей. Стойка 1 (см. рис. 10.2, а) с перемещающейся по ней в вертикальном направлении шпиндельной бабкой 2 устанавливается неподвижно либо перемещается по станине 3. При неподвижной стойке 1 стол 5 с поворотным столом 6 перемещается по двум взаимно-перпендикулярным осям координат с помощью салазок 4, снабженных крестообразно расположенными верхними и нижними направляющими.
Для обработки заготовок с разных сторон поворотные столы индексируются через 90° или могут поворачиваться на углы, заданные программой. При подвижной в одном направлении стойке 1 (см. рис. 10.2, б) стол 5 перемещается по одной линейной оси координат.
Если же стойка 1 (см. рис. 10.2, в) с помощью промежуточных салазок 7 перемещается по двум взаимно-перпендикулярным осям, то стол 5 выполняют неподвижным. Компоновки с неподвижным или перемещающимся только по одной оси координат столом 8 (см. рис. 10.2, г) используются в станках с поворотно-наклонным столом 5.
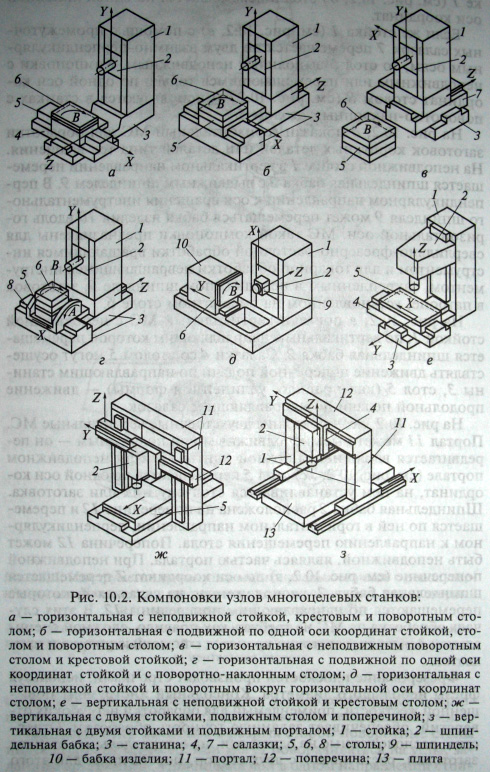
На рис. 10.2, д показан горизонтальный МС для обработки заготовок корпусных деталей или деталей типа тел вращения. На неподвижной стойке 1 в вертикальном направлении перемещается шпиндельная бабка 2 с выдвижным шпинделем 9. В перпендикулярном направлении к оси вращения инструментального шпинделя 9 может перемещаться бабка изделия 10 вдоль горизонтальной оси. МС такой компоновки предназначены для сверлильно-фрезерно-расточной обработки вращающимся инструментом и для токарной обработки невращающимся инструментом, закрепленным в неподвижном шпинделе 9, заготовок в патроне, установленном на поворотном столе 6.
На рис. 10.2, е показан вертикальный МС с неподвижной стойкой 1, по вертикальным направляющим которой перемещается шпиндельная бабка 2. Салазки 4 со столом 5 могут осуществлять движение поперечной подачи по направляющим станины 3, стол 5 (как правило, удлиненной формы) — движение продольной подачи по направляющим салазок.
На рис. 10.2, ж, з показаны двухстоечные вертикальные МС. Портал 11 может быть неподвижным или подвижным — он передвигается вдоль неподвижной плиты 13. При неподвижном портале (см. рис. 10.2, ж) стол 5 перемещается по одной оси координат, на нем устанавливается стол-спутник или заготовка. Шпиндельная бабка 2 расположена на поперечине 12 и перемещается по ней в горизонтальном направлении, перпендикулярном к направлению перемещения стола. Поперечина 12 может быть неподвижной, являясь частью портала. При неподвижной поперечине (см. рис. 10.2, з) по оси координат Z перемещается шпиндельная бабка 2, расположенная на салазках 4, которые перемещаются по направляющим поперечины 12. В этих случаях обработка на МС не требует, как правило, сложной специальной оснастки, заготовки крепятся с помощью упоров и прихватов.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
