
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
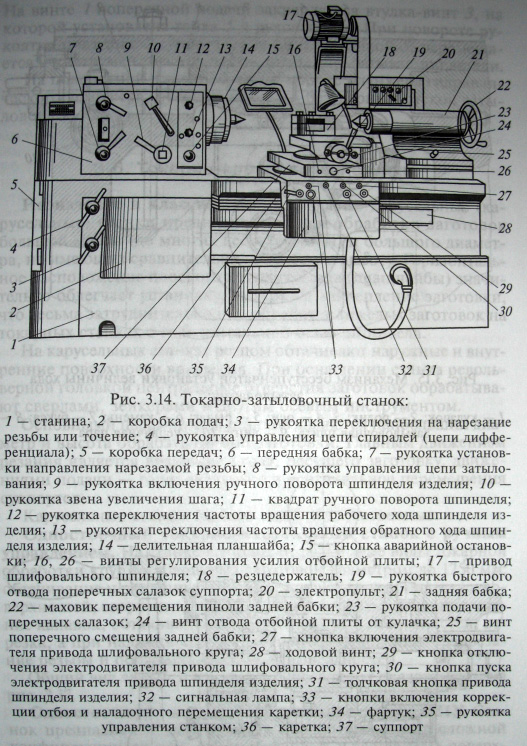
Универсальный токарно-затыловочный станок
Затылование резцом и шлифовальным кругом червячно-модульных (однозаходных, многозаходных, правых, левых, праворежущих, леворежущих), дисковых и фасонных фрез с зубьями, затылуемыми радиально, под углом и вдоль оси, как показано на рис. 3.13, осуществляют на универсальных токарно-затылочных станках. Общий вид станка представлен на рис. 3.14, большинство его узлов аналогичны узлам токарно-винторезного станка. Однако некоторые узлы имеют конструктивные особенности.
Так, каретка 11 (см. рис. 3.13, г) станка перемещается по комбинированным (призматической и плоской) направляющим станины. В средней части между направляющими расположен корпус 10, в котором размещена коническая передача 9, через которую движение передается на вертикальный отбойный вал 8, несущий кулачок затылования 3. Вертикальный отбойный вал 8 вращается в радиально-упорных роликовых подшипниках. На каретке 11 установлена поворотная плита 4, несущая затыловочную (отбойную) плиту 5. Плита 4 крепится четырьмя болтами за Т-образные пазы и может быть повернута на каретке по лимбу с ценой деления 1° на любой угол.
На рис. 3.15 показан механизм для бесступенчатой установки величины хода затылования. От кулачка 1 через ролик 2, вращающийся на оси 3, движение передается рычагу 5, качающемуся относительно неподвижной оси 4 пальца, закрепленного в поворотной плите, и далее от рычага 5 через камень 6 и буксу 7 — затыловочной плите 8. Величину хода затылования суппорта устанавливают с помощью винта 9, вращая который, перемещают буксу 7, тем самым изменяя расстояние между осью 4 качания рычага 5 и осью камня 6. С увеличением этого расстояния увеличивается ход затылования. Винт 9 червячной передачей 10 связан с лимбом, показывающим установленную величину хода затылования.
Величину хода затылования суппорта можно регулировать с помощью трех сменных кулачков в пределах 18 мм. На отбойную плиту в зависимости от вида затыловочных работ устанавливают токарный или шлифовальный суппорт.
Для быстрого отвода инструмента от изделия на винте поперечной подачи суппорта имеется специальное устройство (рис. 3.16).
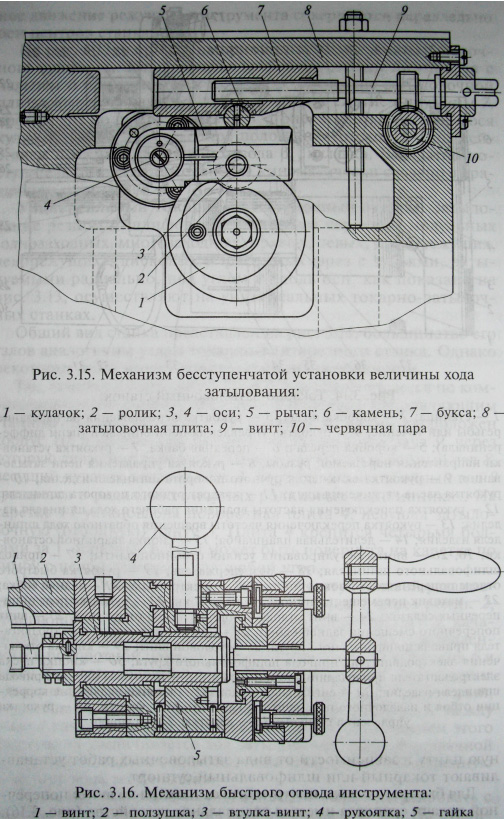
На винте 1 поперечной подачи закрепляется втулка-винт 3, на которой установлена гайка 5 с рукояткой 4. При повороте рукоятки ползушка 2 суппорта, связанная с гайкой 5, перемещается и инструмент быстро отводится от обрабатываемой детали. На поворотной плите закреплен корпус плунжера гидравлического демпфера, обеспечивающего безударный отскок затыловочной плиты.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
