
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Многошпиндельные токарные полуавтоматы и автоматы
Это оборудование характеризуется широкими технологическими возможностями при изготовлении различных деталей. По сравнению с одношпиндельными многошпиндельные автоматы и полуавтоматы обеспечивают более высокую степень концентрации обработки, что способствует повышению их производительности, уменьшению станкоемкости, сокращению площади, занимаемой оборудованием.По принципу работы автоматы подразделяют на автоматы параллельного и последовательного действия. На автоматах параллельного действия на всех шпинделях одновременно производятся одинаковые операции, и за один цикл работы завершается обработка заготовок, число которых соответствует числу шпинделей.
Наибольшее распространение получили многошпиндельные автоматы и полуавтоматы последовательного действия. На таких автоматах заготовки с загрузочной позиции путем периодического поворота и индексации шпиндельного стола или шпиндельного блока последовательно подводятся к рабочим позициям и одновременно обрабатываются группами инструментов в соответствии с технологическим процессом. Большое число рабочих позиций и шпинделей (6 — 8) позволяет использовать их в различных сочетаниях.
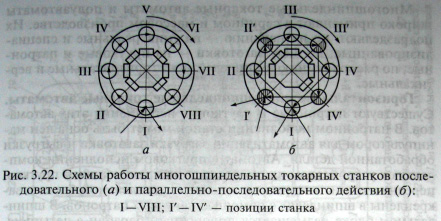
Заготовки сложной формы обрабатывают на всех позициях станка (рис. 3.22, а), при этом они перемещаются в каждом цикле на следующую позицию. Для более простых заготовок, которые можно обработать на меньшем числе рабочих позиций, применяют более производительную схему параллельно-последовательной обработки (рис. 3.22, б). В этом случае используют две позиции (I и Г) в качестве загрузочных, далее заготовки, установленные на позициях I и Г, будут обрабатываться соответственно на позициях II и II, а заготовки, которые были на позициях II и 1Г, — на позициях III и Г и т.д. Этот вариант применим также для обработки заготовок с двух сторон: заготовка, обработанная с одной стороны за первый оборот стола (барабана) на позициях II, III и IV, устанавливается с переворотом на соседнее зажимное приспособление в позиции Г и обрабатывается с другой стороны при втором обороте стола (на штрихованных позициях).
Загрузка заготовок и выгрузка обработанных деталей совмещаются во времени с обработкой и выполняются специальными механизмами. Многошпиндельные токарные автоматы и полуавтоматы широко применяют в серийном и массовом производстве. Их подразделяют: по назначению — на универсальные и специализированные; по виду заготовки — на прутковые и патронные; по расположению шпинделей — на горизонтальные и вертикальные.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
