
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Фрезерование
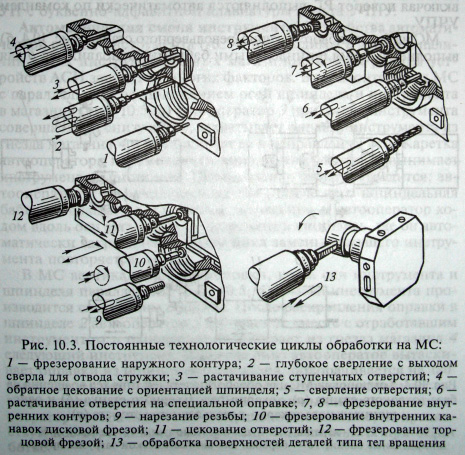
Фрезерование плоскостей производят строчками, используя фрезы небольшого диаметра. Консольный инструмент повышенной жесткости, применяемый для обработки неглубоких отверстий, обеспечивает заданную точность обработки. Отверстия, расположенные на одной оси, но в параллельных стенках заготовки, растачивают с двух сторон, поворачивая для этого стол с заготовкой. Если заготовки корпусных деталей имеют группы одинаковых поверхностей и отверстий, то для упрощения разработки технологического процесса и программы обработки, а также повышения производительности (благодаря сокращению вспомогательного времени) в память СЧПУ станка вводят постоянные циклы наиболее часто повторяющихся движений (при сверлении, фрезеровании). В этом случае программируется только цикл обработки первого отверстия (поверхности), а для остальных задаются лишь координаты (X и Y) их расположения.В качестве примера на рис. 10.3 показаны некоторые постоянные технологические циклы, включенные в программное обеспечение при обработке заготовок на МС.
Номенклатура комплекта режущего и вспомогательного инструмента МС значительно шире, чем в одноинструментальных станках. Он включает в себя дополнительные переходные оправки и патроны, что позволяет устанавливать в шпиндель станка разнообразный инструмент. Непосредственно в шпинделе станка закрепляются оправки для расточного инструмента и фрез с торцовой или продольной шпонкой, передающей крутящий момент; цанговый патрон для стандартных сверл, зенкеров, разверток, фрез диаметром до 20 мм и специальных фрез диаметром 20...40 мм с цилиндрическим хвостовиком; патрон для метчиков; патрон для переходных оправок, позволяющих регулировать осевые размеры инструмента вне станка; различные оправки; центроискатель для концевого инструмента с конусом Морзе с поводком и без поводка.
В зависимости от типа станка и технологии обработки комплект режущего и вспомогательного инструмента изменяется. На рис. 10.4 показаны некоторые компоновки МС для обработки деталей типа тел вращения. МС, выполненный на базе токарного станка (рис. 10.4, я), имеет револьверную головку (РГ) 7, которая перемещается в поперечном направлении вместе с кареткой 2 от шагового двигателя 3 ив продольном направлении — вместе с салазками 4 от шагового двигателя 5. Все движения, включая поворот РГ, выполняются автоматически по командам УЧПУ.
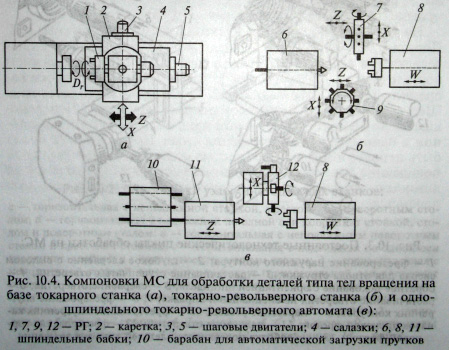
МС на базе типового токарно-револьверного станка (рис. 10.4, б) выполнен с двумя шпиндельными бабками (неподвижная 6 для обработки прутковых заготовок и подвижная 8 для обработки штучных заготовок). Бабку 6 обслуживает РГ 7, установленная на крестовом суппорте и оснащенная невращающимся инструментом. В бабке 8 находится шпиндель с патроном, который может захватывать обработанную из прутка деталь и далее обрабатывать ее с противоположного торца инструментом, расположенным в РГ 9 с приводом для вращения осевого инструмента. РГ 9 установлена также на крестовом суппорте.
На схеме рис. 10.4, в представлена компоновка МС на основе одношпиндельного токарно-револьверного автомата с наклонной станиной. МС имеет две подвижные шпиндельные бабки 11 и 8 (координаты Z и JV), а РГ 72 с двух сторон снабжена вращающимся и невращающимся инструментом. Левая бабка 11 оснащена дополнительным механизмом зажима прутка, расположенным между опорами шпинделя, и барабаном 10 для автоматической загрузки прутков, а правая бабка 8 — выталкивателем для сброса в лоток полностью обработанной детали. Система ЧПУ типа CNC обеспечивает оперативный ввод УП с буквенно-алфавитной клавиатуры пульта УЧПУ.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
