
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Патронный внутришлифовальный станок
Для обработки цилиндрических и конических отверстий (диаметром 50... 200 мм и длиной до 200 мм) в мелкосерийном и среднесерийном производстве используются патронные внутришлифовальные станки. Основные узлы станка: станина 18 (рис. 5.7), на направляющих которой смонтирован стол 17 с шлифовальной бабкой 14 и шпиндель с шлифовальным кругом 11. Шлифовальная бабка перемещается по поперечным верхним направляющим качения механически или вручную от маховика 13. С левой стороны станины на салазках 5 моста 3 установлена бабка 6 со шпинделем и патроном 8 для установки заготовки. Посредством салазок бабка изделия получает установочное поперечное перемещение от винта 4, а также при необходимости поворот на угол для шлифования конических отверстий.
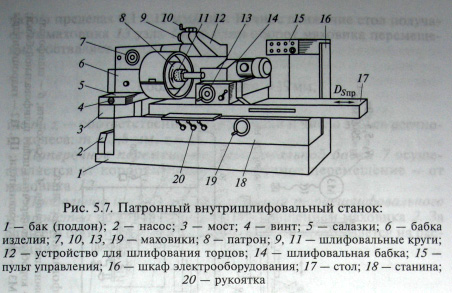
Продольное перемещение стола осуществляется от гидропривода, расположенного в станине и управляемого от панели рукояткой 20. Ручное продольное движение стола производится маховиком 19. Торцешлифовальное устройство 12, установленное на бабке 6, может поворачиваться из верхнего положения в рабочее — механически или с помощью маховика 7; оно предназначено для возможности обработки с одной установки кругом 9 торца заготовки. Ручное перемещение круга на врезание может осуществляться от маховика 10. Охлаждающая жидкость подается электронасосом 2 из бака 1. Электроаппаратура с пультом управления 15 расположена в электрошкафу 16.
В процессе шлифования вращаются заготовка и шлифовальный круг с одновременным возвратно-поступательным перемещением стола. Шлифовальной бабке периодически сообщается поперечное движение подачи. Контроль заданного размера шлифуемого отверстия на станке производится либо по лимбу механизма поперечной подачи шлифовальной бабки, либо измерительным прибором. Подача торцешлифовального устройства на врезание выполняется вращением маховика 10 через червячную и винтовую передачи. Подача составляет 0,1 мм/об маховика. Установочное перемещение бабки изделия 7 выполняется винтом 15.
Наладочное перемещение алмаза для правки шлифовального круга происходит при перемещении устройства правки 9. Подача осуществляется при вращении маховика 5. Торцешлифовальный круг правится вручную, для чего предусмотрено качательное движение оправки, несущей алмаз. Продольное возвратно-поступательное движение стола осуществляется от гидроцилиндра 12.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
