
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Бесцентрово-шлифовальные станки
Бесцентрово-шлифовальные станки с ручным управлением. Бесцентровое круглое шлифование по сравнению с центровым обеспечивает более точную и производительную обработку заготовок малого диаметра при большой длине и заготовок без центровых отверстий.Шлифование заготовок на станках происходит при продольном движении подачи заготовки, т.е. напроход (рис. 5.5, а), при поперечном движении подачи круга (методом врезания) на всю ширину обработки (рис, 5.5, б), при продольном движении подачи заготовки до упора на высоту круга (рис. 5.5, в). Первым способом шлифуют заготовки без выступов, вторым — фасонные, конические и ступенчатые поверхности, третьим — заготовки, которые не могут полностью пройти между шлифовальным и ведущим кругами. В этом случае заготовка 4 шлифуется с продольным перемещением вдоль оси до упора 5, после чего бабка шлифовального 3 (или ведущего 1) круга отходит и заготовка удаляется из рабочей зоны.
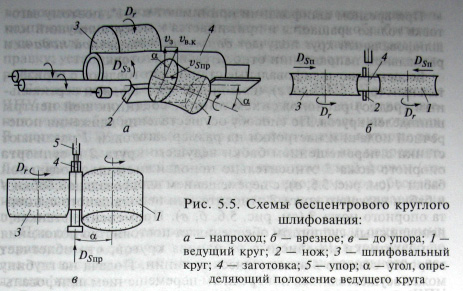
При бесцентровом шлифовании заготовка 4 всегда устанавливается на опорном ноже 2. При продольном шлифовании перемещение заготовки на ноже 2 вдоль периферии шлифовального круга 3 осуществляется посредством поворота ведущего круга 1 или путем наклона опорного ножа. Ведущий круг (или опорный нож) устанавливают под углом а = 1,5...6° к оси заготовки при предварительном иос = 0,5...1,5° при окончательном шлифовании.
Шлифовальный круг совершает главное вращательное движение, обеспечивая скорость резания 50... 100 м/с, снимает припуск с заготовки, а ведущий круг имеет линейную скорость на периферии 1 ...3 м/мин и вращает заготовку со скоростью круговой подачи vS3 = 1... 100 м/мин.
В условиях массового производства бесцентрово-шлифовальные станки характеризуются высокой производительностью и точностью обработки. В мелкосерийном и индивидуальном производстве применение таких станков ограничено из-за трудоемкости переналадки. Расширение областей применения бес-центрово-шлифовальных станков сдерживают два фактора: большие затраты времени на правку кругов и сложность наладки станка, что требует значительных затрат времени и высокой квалификации персонала. Это объясняется тем, что в конструкции этих станков существуют шлифовальный и ведущий круги; устройства правки, обеспечивающие придание соответствующей формы поверхностям шлифовального и ведущего кругов; возможность установки положения опорного ножа; механизмы компенсационных подач шлифовального круга на обрабатываемую деталь и на правку, а также ведущего круга на деталь и на правку; установка положения загрузочного и разгрузочного устройства.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
