
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Бабка шлифовального круга
Ответственным узлом станка является бабка шлифовального круга (рис. 5.2), в корпусе 1 которой смонтирован шпиндель 14 на двух гидродинамических подшипниках скольжения 2, имеющих три вкладыша. В осевом направлении шпиндель устанавливается по буртику между сферическими кольцами 10 и 12, закрепленными в неподвижной обойме 11 с помощью гайки 9 и контргайки 8.
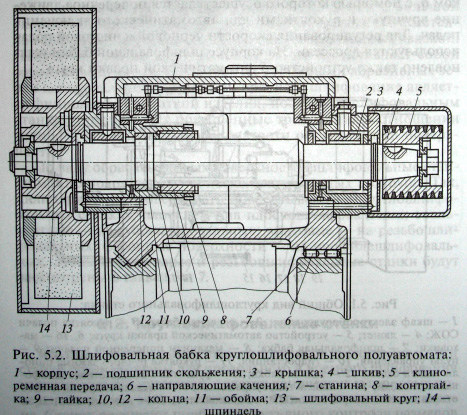
Вращение шпинделю шлифовального круга 13 сообщается от электродвигателя через клиноременную передачу 5 на шкив 4. Поперечное движение подачи шлифовальной бабки по направляющим качения 6 станины осуществляется от механизма поперечных подач, установленного на станине.
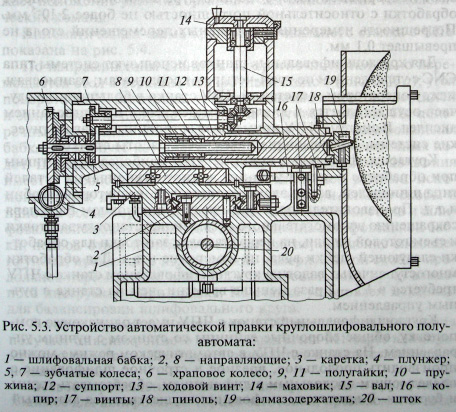
На шлифовальной бабке 1 (рис. 5.3) устанавливается устройство правки шлифовального круга. Копирная система обеспечивает правку наружной поверхности круга по заданному профилю. Устройство включается автоматически при срабатывании реле счета обработанных заготовок или вручную — при нажатии кнопки. Устройство правки смонтировано на каретке 3, перемещаемой вдоль круга по роликовым направляющим 2 шлифовальной бабки 1 штоком 20 гидроцилиндра. Скорость движения штока регулируется бесступенчато дросселем. К каретке 3 привинчены роликовые направляющие 8, несущие суппорт 12 с пинолью 18 и установленным на ней алмазодержателем 19. Под действием пружин каретка прижимается к копиру 16, неподвижно укрепленному на шлифовальной бабке 1. Винты 17 служат для точного выставления копира. Перемещение пиноли 18 в суппорте 12 осуществляется от ходового винта 13, получающего вращение от маховика 14 через вал 15 и пару зубчатых колес 7, 5 или от храпового колеса 6, периодически поворачиваемого собачкой гидравлического плунжера 4. Устранение зазора в резьбе между ходовым винтом 13 и полугайками 9 и 11 осуществляется пружиной 10.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
