
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Станки для нарезания резьбы метчиками
Область безусловного применения метчиков — нарезание резьбы в отверстиях диаметром от 1 до 10 мм. Обработка резьбовых отверстий всегда была одной из наиболее медленных технологических операций. При нарезании резьбы метчиком существуют жесткие требования к соответствию подачи и шага резьбы, а также к соосности инструмента и обрабатываемого отверстия. При использовании метчиков шпиндель меняет направление вращения на противоположное два раза за один цикл нарезания резьбы. Нарезание резьб в большом количестве отверстий и с высокой производительностью приводит к преждевременному износу элементов шпиндельного узла. В станках нового поколения применяют резьбонарезные патроны, осуществляющие реверс метчика без изменения направления вращения шпинделя.В ГПС применяются резьбонарезные манипуляторы, которые состоят из двух (и более) рычагов с шарнирным соединением и резьбонарезного патрона с пневматическим приводом движения. Данные машины используются для нарезания резьб от М2 метчиками с частотой вращения от 80 до 1000 об/мин. Обработка возможна в строго зафиксированном горизонтальном или вертикальном положении, а также под любым углом.
Существуют и резьбонарезные аппараты, представляющие собой многоступенчатую модульную систему с быстросменными патронами, которые, в свою очередь, предназначены для определенного типа резьбы. Непосредственно в патроны вставляются вставки для метчиков. Быстросменные вставки могут быть различного исполнения, в том числе и с предохранительными муфтами.
В крупносерийном и массовом производстве нарезание резьбы в гайках выполняется на специальном гайконарезном автомате посредством метчиков с прямым или изогнутым хвостовиком. На рис. 7.4 представлен двухшпиндельный автомат, в котором нарезание резьбы происходит при передвижении заготовок гаек 12 по каналу вдоль метчика 16 с изогнутым хвостовиком 13. Автомат состоит из станин 1 и 2, механизма привода 4, воздействующего на шпиндельные узлы 10 и 18, имеет бункер 3 для заготовок. Шпиндельные узлы включаются в работу рукояткой 5. В каждом шпиндельном узле метчику 16 совместно с патроном 15 сообщается вращение от общего электродвигателя М через зубчатую передачу 14. Заготовки гаек 12 из бункера 3 поступают к вращающемуся метчику по изогнутому лотку 17 и толкателем 7 прижимаются к нему. Толкатель 7 получает осевое перемещение от кулачка 8 при его вращении от червячной передачи 9.
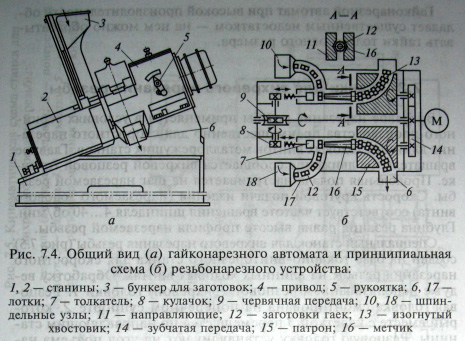
В процессе обработки гайки перемещаются по метчику 16, направляющим 71 и по изогнутому хвостовику 13 выбрасываются в лоток 6. Гайконарезной автомат при высокой производительности обладает существенным недостатком — на нем можно обрабатывать гайки только одного размера.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
