
Email:
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ

ВНИМАНИЮ КЛИЕНТА
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТАТЬИ И ИНФОРМАЦИЯ
|
Понравилась статья? Сохраните ее ->
|
|
Автоматическая смена инструмента
Устройства автоматической смены инструмента (АСИ) необходимы в МС при наличии в них инструментальных магазинов. Схемы работы устройств АСИ зависят от многих факторов. В горизонтальных МС с параллельным расположением осей шпинделя и инструмента в магазине (рис. 10.5, а) автооператор 3 при смене инструмента совершает ход снизу вверх, захватывает оправку инструмента из гнезда магазина 4 и вытаскивает ее в направлении оси. Каретка автооператора перемещается вниз, и второй захват вынимает инструмент из шпинделя. Шпиндельная бабка 1 отводится; автооператор поворачивается на 180°, после чего шпиндельная бабка возвращается в исходное положение, а автооператор ходом вдоль оси заталкивает инструмент в шпиндель, где он автоматически закрепляется. Затем цикл замены режущего инструмента повторяется.В МС вертикальной компоновки, когда оси инструмента и шпинделя параллельны (рис. 10.5, б), смена инструмента производится следующим образом. После раскрепления оправки в шпинделе 2 автооператор 3 забирает ее вместе с отработавшим инструментом и одновременно забирает из гнезда магазина 4 следующий инструмент. При ходе вниз автооператор вытаскивает оправки из шпинделя и магазина, поворачивается на 180° вокруг своей оси, меняет инструмент местами и поднимает его вверх в шпиндель и магазин. После замены инструмента автооператор поворачивается в нейтральное положение, не препятствующее вертикальному перемещению шпинделя при обработке.
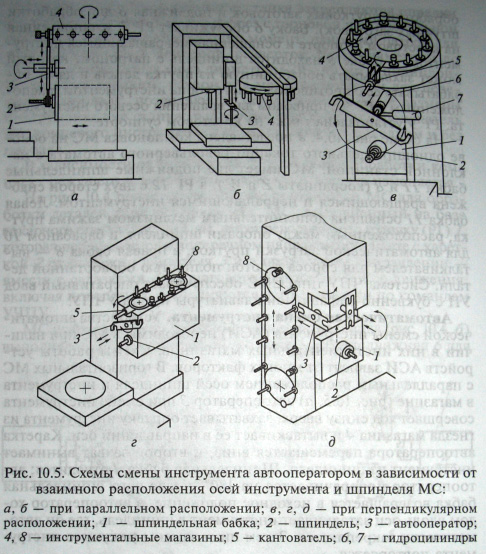
В устройстве АСИ, показанном на рис. 10.5, в, оправки, попадая в гнездо магазина 4, поворачиваются кантователем 5 в горизонтальное положение и ось инструмента становится параллельной оси шпинделя 2. Автооператор 3 с помощью гидроцилиндра 7 и реечно-зубчатой передачи вращается вокруг своей оси, одновременно захватывая оправки инструмента, находящегося в гнезде магазина и шпинделя. Затем с помощью гидроцилиндра 6 автооператор ходом вдоль своей оси вытаскивает инструмент из магазина и шпинделя, поворачивается с ним на 180° и меняет инструмент местами. На рис. 10.5, г, д показано устройство АСИ на базе цепного инструментального магазина 8 расположенного в первом случае на шпиндельной бабке 7, а во втором — на стойке, сбоку от шпинделя 2. При боковом расположении магазина время на смену инструмента сокращается, поскольку в то время, как автооператор подготавливает новый инструмент и стоит в позиции ожидания, шпиндель работает.
Сразу по окончании обработки происходит замена отработавшего инструмента на новый и далее, уже во время работы шпинделя, автооператор 3 переносит отработавший инструмент и передает его в кантователь 5 магазина. На рис. 10.6 показано, как схема смены инструмента 4 приобретает конструктивное исполнение. Автооператор 3 может переносить инструментальную оправку 2, вращаясь вокруг наклонной оси (рис. 10.6, а, б) или горизонтальной оси (рис. 10.6, в). Инструментальные оправки 2 с инструментом 4 устанавливают во втулки диска 77 инструментального магазина 5, поворачивающегося от электродвигателя 12 на угол, позволяющий транспортировать требуемую оправку в позицию перегрузки. Точный останов в этой позиции обеспечивается делительным диском 10 и фиксатором. В позиции перегрузки кантователь 7, выполненный в виде гнезда, поворачивает втулку вместе с оправкой на 90°, что необходимо для дальнейшей перегрузки оправки в шпиндель 7. Автооператор 3 получает поворот от реечно-зубча-той передачи 6, а осевое перемещение — от гидроцилиндра 9 через шток 8.
Copyright © 2005 — 2015, ООО "Станко-Пром"
При перепечатке статей и материалов, ссылка на сайт обязательна.
При перепечатке статей и материалов, ссылка на сайт обязательна.
